

Корзина пуста

![]()
![]()
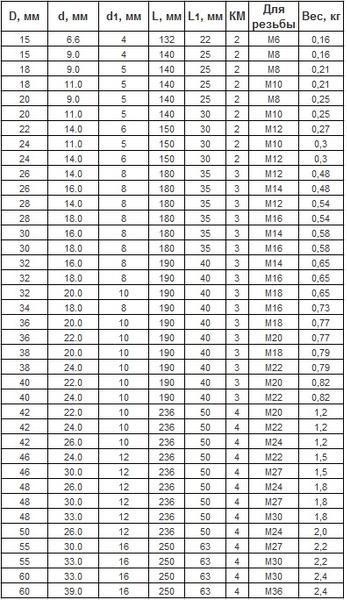
ГОСТ26258, 26259-87.
Изготовлены по стандарту GB4260-84.
D x d x L (диаметр реж. части х диаметр цапфы х общая длина цековки), под М20, хвостовик КМ3.
Цековка – это разновидность зенковки. Операция подрезания (цекования) проводится с минимальным рабочим ходом инструмента, в установленном направлении на припуск обработки.
Цекование имеет недостатки, аналогичные тем, что свойственны зенкованию фасок – повышенная вибрация инструментов ухудшает качество обрабатываемой поверхности. Улучшение качества обрабатываемой поверхности можно добиться путем:
Цековки изготавливаются следующих видов:
Цековки изготавливаются в двух основных исполнениях:
Твердость рабочей поверхности должна быть не менее 63 HRC по методу Роквелла.
Цековки с рабочей поверхностью до 8 мм должны изготавливаться цельными, свыше 8 мм могут быть сварными. В месте сварки не допускаются поджоги, трещины, окисление сварного шва, поры и свищи. На режущей поверхности инструмента не допускаются трещины, сколы, следы коррозии, заусенцы, а на шлифованных поверхностях – почерневшие участки. Допуски радиального биения вдоль оси хвостовика не должны превышать – 0.05 мм, а торцевое биение режущих кромок – 0.04 мм.
Критерием износа инструмента является предельный (указанный в паспорте) износ задней стенки зубьев.
На шейках, корпусах или торцах насадных цековок наносится маркировка:
Испытания цековок проводятся на станках металлорежущей группы, с соблюдением всех норм точности и жесткости. При испытании количество обработанных поверхностей должно быть не менее 8.
Наши специалисты готовы ответить на любой Ваш вопрос!
Связаться с ними Вы можете по тел.: +7 (499) 786-01-03 или ОТПРАВИТЬ СООБЩЕНИЕ!
Стабильность
Конкурентные цены
Оперативная отправка
18 лет на рынке

![]()